HIDDEN
HIDDEN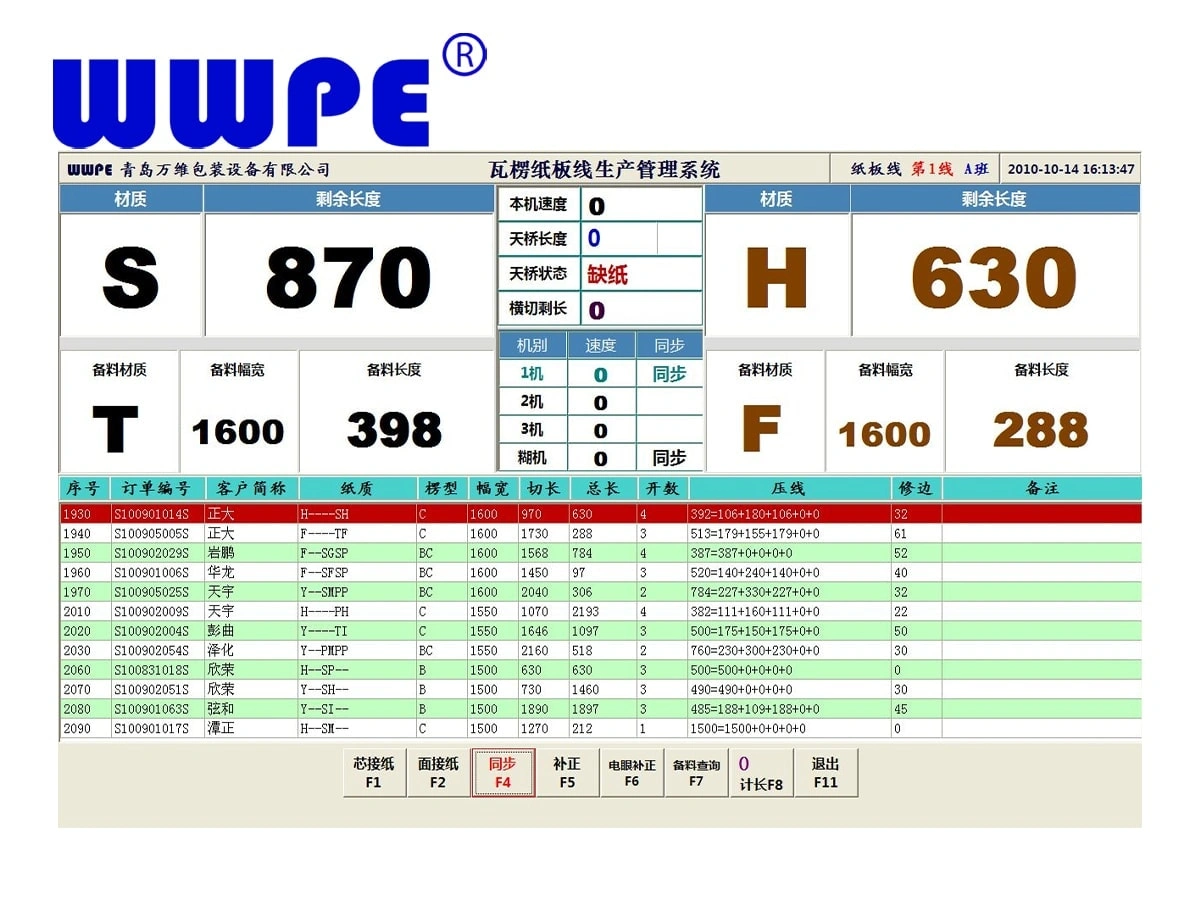
The M2 corrugator production management system from WANWEI utilizes precise sensors and rapid computer calculations to simulate manual operation, detecting and controlling the corrugated board production process, including: synchronized speed control, overhead accumulation control, wet change control, and cadre change control; production control mainly includes order management, raw material usage, and report statistics. The production management system can combine the cadre control and wet end control into a perfect fully automatic control of the whole line, thus realizing the purpose of improving production efficiency, increasing output, reducing raw material consumption, and decreasing reliance on operators.
Adopting the most advanced control technology, communication technology and database technology to ensure the stability of the system;
Adopt modular and standardized design, flexible system configuration, good compatibility, easy upgrade and maintenance;
Adopt the most advanced industrial control machine and PLC controller, network architecture, to ensure that the system 7 * 24 hours uninterrupted work; a variety of detailed production reports, can do production efficiency tracking and assessment;
Specific embodiment:
Encoder, photoelectric, inkjet triple calibration technology to ensure accurate and stable flyover counting length.
Accurate timing control guarantees the optimized control of cadre order change.
Can be connected with related equipment of corrugated board assembly line, such as automatic glue making machine, with a view to achieving the purpose of intensive management.
Intelligent maintenance can be used and maintained for different equipment, integrating management into the equipment itself.
Remote Maintenance connects Wanwei directly to your equipment through Internet technology.
Raw paper barcode management is simple, easy to operate and accurate.
A variety of reports to meet the purpose of production management and cost control.
Various upgrade interfaces keep your system always advanced.
Synchronized walker, which controls the speed of the single-sided machine, can automatically walker with the speed of the double-sided machine. Its function is to avoid the flyover pulling off the paper or piling up too much paper. This is because too rapid a change in speed can easily cause machine vibration, poor corrugated molding, poor lamination and other problems.
The accumulation of paper in the flyover not only avoids the problems of tearing off the paper and accumulating too much paper, but also affects the accuracy of the entire wet-end paper change and the accuracy of the automatic compensation for manually torn paper. In the entire corrugator production line, except for the bridge accumulation, which is not easy to predict because of its wavy shape, the distances from the raw paper holder to the climbing belt and from the bridge suction guide to the cross cutter are almost constant. What really needs to be calculated is how to calculate the actual amount of paper accumulated on the catwalk, and how to automatically detect and compensate for the amount of bad paper torn off manually on the catwalk.
For the detection and control of the footbridge, the use of inkjet tracking and flow control technology; on the one hand, the fixed length of the automatic inkjet tracking measurement of the footbridge of the actual amount of paper accumulation, on the other hand, the use of climbing belts in the amount of paper, and the amount of paper out of the footbridge, through the flow control principle of measurement. The difference between the two amounts (flyover tearing amount) back to the lack of synchronization control automatically adjusted to achieve automatic flyover compensation and fixed flyover accumulation amount of the purpose.
Automatic splicing controls the splicer's action at the proper time, including a sequence of controls that synchronize the flyover buildup before splicing, synchronize, slow down, splicing, and maintain synchronization until the splicer head enters the corrugated rolls and resumes synchronization.
Remnant roll control not only automates roll switching, but is even more valuable because it manages every roll of raw paper, in and out of the warehouse, and in and out of the remnant rolls, until they are used up. Once this relationship is established, it is possible to track the source of raw paper loss and find ways to reduce it. Sensors are used to accurately calculate the radius, length and weight of the residual rolls.
The DF operator activates the “bad paper start” and “bad paper end” buttons, and the DF automatically frames (marks) the bad paper in this zone, and then cuts and removes it in the rotary cutter (Shear Cutter).
Cadre control, the production management system can control the rotary cutter, slitting machine, cross cutting machine and stacker, automatically download the orders from the office, on-line transmission to the controller, completely eliminates the errors that occurred in the past when the staffs were complicated to input the orders, as well as the bad paper that resulted from the over-doing and under-doing caused by the poor control of the order change.
Order change control, this is the most important function in the cadre end, its action is not only at the appropriate time to start individual order change program, at the same time in order to cooperate with the front and rear orders can be separated from the problem of speeding and cross-cutting machine (cross-cutting machine in different cut lengths of different speed limitations), the cadre control must be able to automatically slow down to the appropriate speed of the order change vehicle, and in the completion of the automatic order change program, to return to the order change before the vehicle speed or the order of the cut length of the highest speed limit. Speed limit.
According to the customer's requirement, the production control can automatically print the label sheet at the output end of the stacker. This label sheet can be calculated according to the customer's specified format, paper size and corrugation, the number of stacker boards and the number of label sheet printed, and then printed by the computer at the cadre end automatically during production.
ERP connection is provided by SMC, the connection includes three main parts.
A. Downloading orders to ERP system
B. Recovering order and production information from the ERP system.
C. Instantaneous corrugated line production data is written into the ERP file.
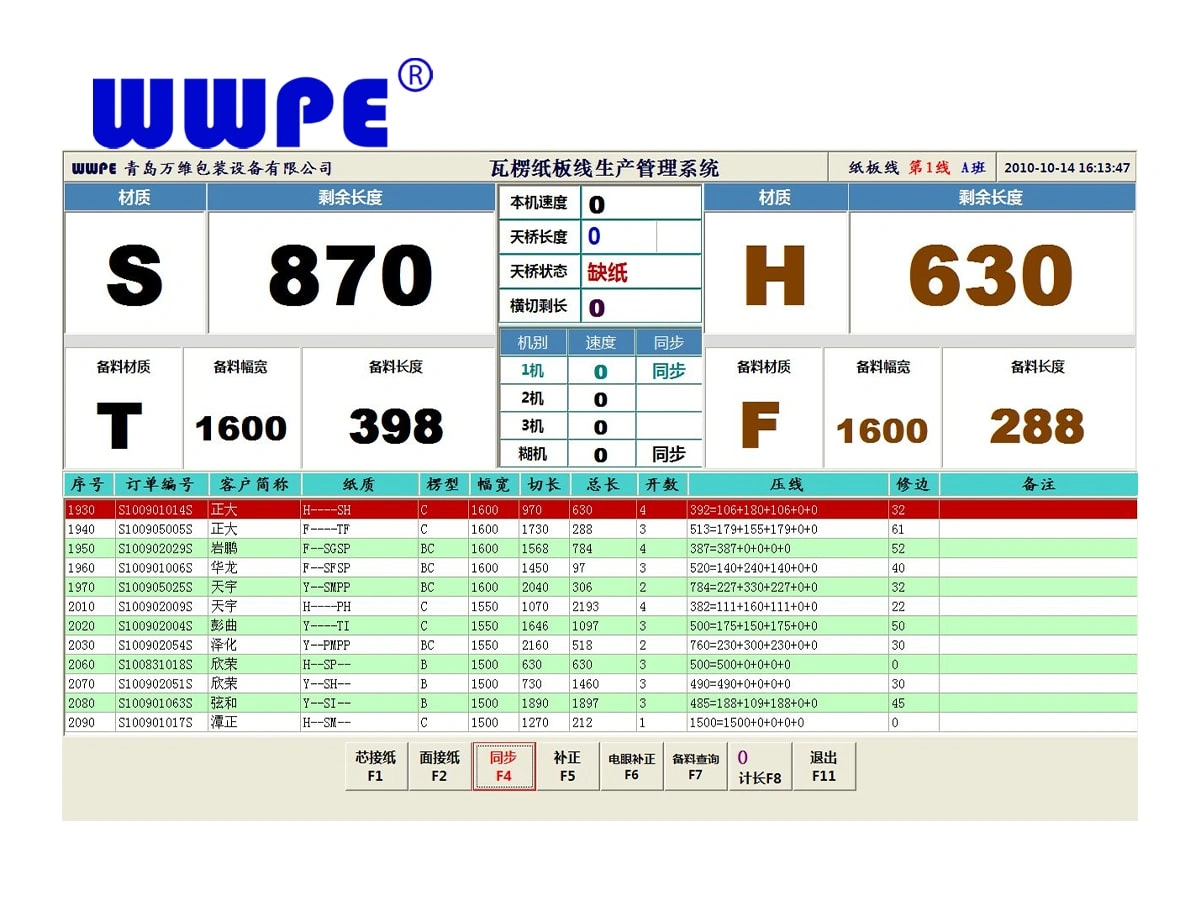
Display screen display content
A. Real-time display of current production meters, remaining meters;
B, real-time display of the current number of cars, the average number of cars;
C, date and time display;
D, integrated production status display: paper change, blistering, wrinkling, gluing, uneven, upward bending, downward bending, collapsing pit, accelerate, decelerate, stop, etc. each station call, warning and other functions;
E, double-sided display size: 1200MM * 2000MM or more.
Single-sided machine workstation configuration
1、Industrial control machine --- 2
2、LCD monitor --- 2
3、Siemens PLC --- 2 sets
4、Low-voltage electrics --- 2 sets
5、Control machine --- 2
6、Industrial function keys --- 2 sets
7、Industrial warning equipment --- 2 types
8、Overhead paper accumulation detection equipment --- 2 types
9、Paper cut detection equipment --- 2 types
10、Paper counting equipment --- 2 types
Single-sided machine workstation interface

Single-sided machine workstation interface
| Controls motor acceleration and deceleration of single pitcher | Manual or synchronized traffic movement |
| Wet end paper change/paper roll change (optional) before warning | Automatic re-estimation of catwalk retention |
| Overhead accumulation status display | Wet end changeover time display for top/core paper |
| Automatic estimation of the amount of paper residue used for face/core paper | Remaining order length calculation and display |
| Real-time monitoring of the entire production line | Automatic splicing for wet end changeover |
| Detailed inquiry of unproduced orders | Unproduced order stock query |
| Productivity data display for the current day | Production efficiency data display for this order |
| Diameter, length, and weight display of paper roll residuals (optional) | Quantitative control of flyover accumulation |
| Corrugated roll wave rate detection (optional) | Face / core paper change time display |
Double-sided machine workstation configuration
1、Industrial control machine --- 1 part
2、LCD monitor --- 1 part
3、Siemens PLC --- 1 set
4、Low-voltage electrics --- 1 set
5、Control machine --- 1 part
6、Industrial function keys --- 1 set
7、Industrial warning equipment --- 1 type
8、Overhead paper accumulation detection equipment --- 1 type
9、Paper break detection equipment --- 1 type 10, Paper counting equipment --- 1 type
Duplex workstation interface

Duplexer Workstation Features
| Control of motor acceleration and deceleration of laminator | Manual or synchronized travel |
| Wet change/roll change (optional) pre-warning | Automatic re-estimation of hot plate retention |
| Wet change time display | Automatic estimation of paper residue for top sheet |
| Calculation and display of remaining order length | Real-time monitoring of the entire production line |
| Display of vehicle speed, residual paper usage and status of each vehicle. | Detailed inquiry of unproduced orders |
| Query of unproduced orders | Data display of each car's material preparation |
| Efficiency data display for the current day | Data display of production efficiency of this order |
| Automatic speed reduction in conjunction with the single pit overhead bridge for unloaded splicing. | Automatic splicing for wet end changeover |
| Facial paper roll change time display (optional) | Diameter, length and weight of paper roll residuals (optional) |
Cadre workstation configuration
1、Industrial control machine --- 1 part
2、LCD monitor --- 1 part
3、Siemens PLC --- 1 set
4、Low-voltage electrics --- 1 set
5、Control machine --- 1 part
6、Industrial function keys --- 1 set
7、Industrial warning equipment --- 1 type
Cadre workstation interface

Cadre workstation function
| Remote control of laminating machine speed | Order Insertion, Modification, Deletion, Rescheduling |
| Previous order production efficiency data display | Productivity data display for this order |
| Data display of production efficiency for the day | Real-time monitoring of production status |
| Real-time monitoring of the whole production line | Unproduced order stock query |
| Detailed inquiry of unproduced orders | Displays the speed of each cart and the amount of paper remaining on the cart. |
| On-line control cadre system | Shift setting |
Order Entry Terminal Interface

Order entry by the ERP direct connection or their own office computer, Wanwei provides software.
Functions of order entry terminal
| Real-time monitoring of production status of the whole line | Efficiency data display |
| Efficiency data display for the day | Displays the speed of each truck and the amount of paper used. |
| Detailed inquiry of unproduced orders | Unproduced order stock inquiry |
| Data display of each car's material preparation | Order Entry |
| Order Modification | Order Deletion |
| Order rescheduling | Order Transfer |
| Order exchange | Order Printing |
| Printing of material preparation order | Production Report Printing |
Daily Detailed Report
Detailed record of all production status and information.
Daily Efficiency Table
Calculate the production performance of the day according to the shifts, including the number of stopping time, average speed, average paper width, and various kinds of wear and tear analysis.
Monthly Efficiency Table
Prints a detailed statistical analysis of the entire month's production data by shift and flute.
Production Paper Detail Report
Statistics on the length and area of paper used and the amount of paper consumed according to the material and width of the paper used.
Raw Paper Consumption Report
Counts the weight of paper used and the amount of paper consumed according to the material used.
Monthly Paper Consumption Report
Counts the weight of raw paper used in the month by date and material.
Items to be purchased/prepared by the demand side
| Product Name | Function | Quantity |
|---|---|---|
| 1.Power cord for the main unit of raw tube system. | Provides power to the biopipe system | Length depends on actual |
| 2.Angle iron | Installation of sensors | 2 x 6 m |
| 3.Optical fiber cable | More than 100 meters from workshop to office | Length depends on the actual |
| 4.Lightning rod and ground stake | Prevents lightning strikes and damage to production control equipment. | Copper rods |
Since the acceptance date of the installation of the system to provide one year of free maintenance and consulting services.
The above maintenance consulting service includes free repair/replacement of hardware damage, free change of software error and free consultation on system operation (including fax/telephone/E_MAIL).
Equipment failure caused by the following factors is not covered by the free maintenance warranty:
a. Equipment not provided by W3C.
b. Consumables: e.g. ink, ribbon, toner clips, printheads, etc.
c. Communication lines.
d. Equipment working environment engineering facilities (power distribution facilities, air conditioning, signal lines .... etc.).
e. Natural disasters, floods, fires, earthquakes, lightning strikes and other equipment failure.
f. Improper operation of the demand side personnel, or not in accordance with the use of the manual, or human error, etc., caused by equipment failure.
g. Environmental factors, poor working environment, unstable voltage, temperature and humidity, etc., resulting in equipment failure.
h. Operating supplies, the use of poor quality ribbons, diskettes and cause equipment failure.
i. The buyer connects the equipment by himself or installs or changes the electrical wiring in the chassis.
j. The computer memory has software not provided by Wanwei or the buyer changes the computer setting environment.
k. Computer system damage or abnormal operation caused by virus infection.
Copyright © 2025 by Qingdao Wanwei Packaging Equipment Co., Ltd. All Rights Reserved
Designed by HUISHANG MEDIA*REQUIRED FIELDS